Sur les tables de jeu, dans les vitrines de collection et jusque dans les ateliers de créateurs, l’impression 3D a changé la manière de concevoir des figurines. Elle a aussi changé les attentes : on ne veut plus seulement « une » pièce, on veut un visage, une posture, un style, parfois même une histoire. Ainsi, un même héros peut exister en version réaliste pour un diorama, en version chibi pour un cadeau, ou en buste détaillé pour la peinture. Et derrière cette liberté, un nouvel équilibre s’impose : choisir la bonne technologie, comprendre la résolution, maîtriser les supports, puis soigner le post-traitement.
Dans cet univers, beaucoup de questions reviennent, surtout quand on passe du rêve au concret : délais, photos, fragilité, aspects sensibles comme les personnes décédées. Ensuite, viennent les sujets plus techniques, mais tout aussi décisifs : résine ou filament, réglages, choix des matériaux, orientation, réparation de fichier, peinture. Pour rendre ces enjeux tangibles, on suivra aussi le fil d’un petit atelier fictif, « Atelier Lumen », qui produit des figurines personnalisées pour joueurs et collectionneurs. Le but est simple : répondre clairement, sans raccourcis, et donner des repères qui tiennent en production réelle.
Repères pratiques pour réussir
Les figurines en résine demandent souvent un post-traitement soigné, mais offrent des détails supérieurs.
Les techniques SLA/DLP/MSLA dominent pour la finesse, tandis que le FDM reste utile pour décors et grandes pièces.
Le choix d’une imprimante dépend du budget, de la résolution voulue, et de la taille des figurines.
Les supports et l’orientation déterminent la qualité des surfaces et la réussite des impressions.
Les matériaux (dont résine standard, haute précision, colorée) influencent résistance, rendu et temps de finition.
Réglages clés : hauteur de couche, temps d’exposition, et vitesse de déplacement/levage selon la machine.
Finitions pro : nettoyage, UV, ponçage, sous-couche, peinture, puis vernis pour protéger durablement.
Combien de temps pour recevoir ma figurine ?
Le délai dépend surtout de trois étapes : modélisation, impression, puis post-traitement. Dans l’« Atelier Lumen », une commande simple part d’un fichier déjà prêt et sort en quelques jours ouvrés. À l’inverse, une figurine sur mesure, avec retouches de visage, accessoires et pose spécifique, prend plus de temps, car les validations client s’ajoutent au planning.
Ensuite, l’impression elle-même est rarement le facteur principal : une série de figurines de 32 mm peut tourner une nuit, alors qu’un buste détaillé peut demander plusieurs sessions. Cependant, le nettoyage, la polymérisation et la préparation de surface prennent autant d’heures que la machine. Et comme la résine doit être durcie correctement, on évite de « précipiter » l’étape UV si l’on veut des pièces stables.
Enfin, l’expédition varie selon l’emballage, surtout si les supports de protection interne doivent éviter les chocs. Pour une livraison fiable, le bon repère reste : « design validé + créneau machine + post-traitement + contrôle qualité ». Un délai transparent est déjà un gage de qualité.
Faut-il obligatoirement une photo de profil ?
Non, mais une photo de profil aide énormément pour les figurines personnalisées. Si l’objectif est de capturer une ressemblance, un seul angle crée souvent des approximations, surtout sur le nez, la mâchoire ou la ligne des yeux. À l’« Atelier Lumen », on demande plutôt deux ou trois vues : face, trois-quarts, profil, avec une lumière neutre. Ainsi, le sculpteur peut ajuster les volumes avant l’impression.
En revanche, si vous choisissez une figurine de catalogue ou un personnage stylisé, une photo n’apporte pas grand-chose. Dans ce cas, une simple description suffit : taille, style « cartoon » ou réaliste, et éventuels symboles (armure, instrument, logo). Et si la confidentialité compte, on peut flouter l’arrière-plan ou fournir des références publiques.
Pour finir, une bonne photo évite des allers-retours coûteux, donc elle réduit souvent le délai global. Une information nette au départ vaut mieux qu’une correction après impression.
La figurine est-elle fragile ?
Une figurine peut être solide ou délicate, selon l’échelle, la géométrie, et le type de résine. Les pièces fines, comme des épées ou des mèches de cheveux, restent vulnérables aux torsions. Toutefois, on peut anticiper en épaississant certaines sections, ou en séparant les éléments pour les coller plus tard, ce qui réduit les risques pendant l’impression et la manipulation.
La résistance dépend aussi des matériaux choisis. Une résine standard est souvent plus cassante qu’une résine « tough » ou ABS-like. Par ailleurs, un durcissement UV trop long peut rendre la pièce plus rigide, donc plus cassante, alors qu’un durcissement maîtrisé conserve une légère souplesse. C’est un réglage fin, mais il change la vie sur les lances et les bannières.
Enfin, le transport exige une stratégie : mousse, calage, et séparation des pièces fragiles. Une figurine bien pensée n’est pas « indestructible », mais elle devient fiable à l’usage normal, ce qui est l’objectif réaliste.
Peut-on faire une figurine de personne décédée ?
Oui, mais le sujet demande tact et règles claires. D’abord, il faut l’accord des ayants droit, surtout si l’on reproduit fidèlement un visage. Ensuite, l’intention compte : hommage familial, pièce commémorative, ou projet public. À l’« Atelier Lumen », on pose toujours la question du contexte et on propose une approche respectueuse, souvent plus symbolique que photoréaliste.
Techniquement, la démarche ressemble à une personnalisation classique : photos, éléments distinctifs, puis sculpture. Cependant, on privilégie des choix qui apaisent le rendu, comme un sourire discret, une posture calme, et des textures douces. Et comme la résine révèle tout, y compris les micro-défauts, un contrôle de surface avant peinture devient essentiel.
Au final, ces figurines sont souvent les plus exigeantes émotionnellement. Une procédure simple, transparente et respectueuse protège tout le monde, et garantit un hommage digne.
L’essor et la démocratisation de l’impression 3D de figurines
La montée en puissance des figurines imprimées s’explique par un alignement rare : baisse des coûts, hausse de la qualité, et explosion des communautés en ligne. En quelques années, ce qui relevait du prototypage industriel est devenu un outil de loisir. Et comme les jeux de plateau, le wargame et les RPG ont gagné en popularité, la demande de pièces uniques a suivi naturellement.
Dans l’« Atelier Lumen », cet essor se voit au quotidien : un joueur veut des héros adaptés à sa campagne, un peintre cherche un buste introuvable, et une petite boutique souhaite une série limitée. Or, fabriquer des moules pour une micro-série n’a pas de sens économique, alors qu’une imprimante et de la résine rendent la petite production viable.
Croissance du marché de l’impression 3D dans les loisirs et le jeu
Le marché s’est structuré autour de trois pôles : fichiers numériques, impression à la demande, et ateliers hybrides. D’un côté, des plateformes comme Thingiverse offrent une porte d’entrée simple, même si la qualité varie. De l’autre, MyMiniFactory s’est imposée pour des gammes plus curatées, avec des sculpteurs reconnus et des licences solides.
Cette économie a aussi encouragé l’abonnement mensuel à des « packs » de figurines. Ainsi, un créateur peut financer sa production, tandis que l’utilisateur reçoit un flux régulier de nouveautés. Et comme les imprimantes résine grand public se sont améliorées, la barrière technique s’est abaissée, ce qui nourrit encore la croissance.
La conséquence est nette : la figurine devient un média, pas seulement un objet. Et ce basculement ouvre la porte à la personnalisation massive.
Liberté créative et personnalisation des figurines imprimées
La vraie rupture vient de la liberté de design. On peut créer une armée cohérente, puis décliner variantes, têtes, armes, et bases, sans recalculer une chaîne industrielle. Avec ZBrush, on sculpte des pores de peau et des tissus froissés. Avec Blender, on assemble, on retopologise et on prépare des poses, ce qui accélère la production.
Pour « Atelier Lumen », un cas typique consiste à adapter une figurine à une main blessée, ou à un accessoire symbolique. Un autre exemple courant : transformer un personnage de roman en modèle jouable, tout en évitant une copie directe d’une adaptation sous licence. La personnalisation devient alors une écriture visuelle.
Cette liberté apporte aussi une exigence : plus on personnalise, plus la maîtrise des supports et du post-traitement compte. La créativité n’épargne pas la technique, elle la rend indispensable.
Technologies d’impression 3D adaptées aux figurines : avantages et limites
Pour les figurines, on choisit rarement une technologie par hasard. On choisit une qualité de surface, une précision de détail, et un temps de production. Or, ces trois critères se comportent différemment selon la résine ou le filament. Comprendre ces compromis évite les déceptions, surtout quand on compare une photo marketing à une pièce brute.
Techniques par résine (SLA, DLP, MSLA) pour des impressions de haute précision
Les technologies SLA, DLP et MSLA dominent l’impression de figurines fines. La raison est simple : la résine polymérise couche par couche avec une précision élevée, donc les textures ressortent mieux. En pratique, les écailles, les gravures d’armure et les visages bénéficient d’une résolution plus stable que sur beaucoup de systèmes à filament.
Le revers existe : la résine impose un environnement propre, des gants, et une routine stricte de nettoyage. De plus, la gestion des supports demande un œil entraîné, car de mauvais points d’ancrage marquent la surface. Pourtant, une fois le flux maîtrisé, le rendement devient impressionnant, surtout pour des plateaux de petites figurines.
En atelier, on mesure la différence sur un buste : les pores et rides sortent sans « escalier » visible. Cet avantage justifie souvent l’investissement, car il réduit le ponçage en aval.
Impression par filament (FDM) : usages et contraintes pour les figurines
Le FDM a sa place, mais on l’utilise différemment. Il excelle pour les décors, les socles, les éléments de diorama, et les grandes figurines moins exigeantes en micro-détails. En outre, les matériaux FDM sont variés et faciles à stocker, ce qui attire les makers qui veulent produire sans manipuler de résine.
En revanche, la résolution apparente dépend fortement de la hauteur de couche, des vibrations, et de la vitesse. Même bien réglé, le filament laisse souvent des stries, donc le post-traitement devient plus lourd si l’on vise un rendu « collection ». Pour une figurine de 28–35 mm, la différence est visible, surtout sur les visages.
Le FDM reste donc un outil intelligent, à condition de l’assigner au bon rôle : structure, volume, et accessoires robustes.
Critères essentiels pour choisir son imprimante 3D dédiée aux figurines
Choisir une imprimante pour des figurines, c’est arbitrer entre finesse, volume, confort et coûts cachés. Il ne suffit pas d’acheter « la plus précise » : il faut aussi pouvoir nettoyer, durcir, maintenir, et répéter. À l’« Atelier Lumen », on préfère une machine fiable et régulière plutôt qu’un modèle capricieux, même si la fiche technique paraît moins brillante.
Impact du budget, de la résolution et de la taille des modèles
Le budget ne couvre pas que l’imprimante. Il inclut aussi la station de lavage, le système UV, les consommables, et la ventilation. Ensuite, la résolution annoncée doit être replacée dans le contexte : une bonne exposition et des supports bien posés comptent autant que les microns. Enfin, la taille du plateau dicte le type de production : petites séries de figurines, ou bustes et pièces en plusieurs parties.
Pour clarifier, voici un tableau d’arbitrage simple, utile au moment de comparer :
Besoin | Option conseillée | Pourquoi |
|---|---|---|
Visages et micro-détails | MSLA / DLP en résine | Détails nets, surface lisse, supports maîtrisables |
Décors volumineux | FDM | Coût bas, grands volumes, matériaux faciles |
Petite production à la demande | Résine + workflow de post-traitement | Répétabilité, qualité premium, finitions rapides |
Ce cadre évite de surpayer une fonctionnalité inutile. Et surtout, il relie la machine à un usage réel.
Fonctionnalités clés : automatisation, fiabilité et maintenance
L’automatisation rassure, mais la fiabilité fait gagner du temps. Un nivellement simple, un capot bien ajusté, et un bac facile à nettoyer changent l’expérience au quotidien. De même, un bon écosystème de pièces détachées réduit les arrêts, ce qui compte dès qu’on produit plusieurs figurines par semaine.
La maintenance doit aussi être anticipée : films FEP/PFA, écrans, lubrification, et nettoyage des projections de résine. Et comme le post-traitement suit immédiatement l’impression, l’espace de travail doit être pensé comme une chaîne. Sinon, on perd du temps à déplacer, reposer, et re-nettoyer.
Au final, la meilleure machine est souvent celle qui s’intègre à votre rythme, pas celle qui impressionne sur une fiche produit.
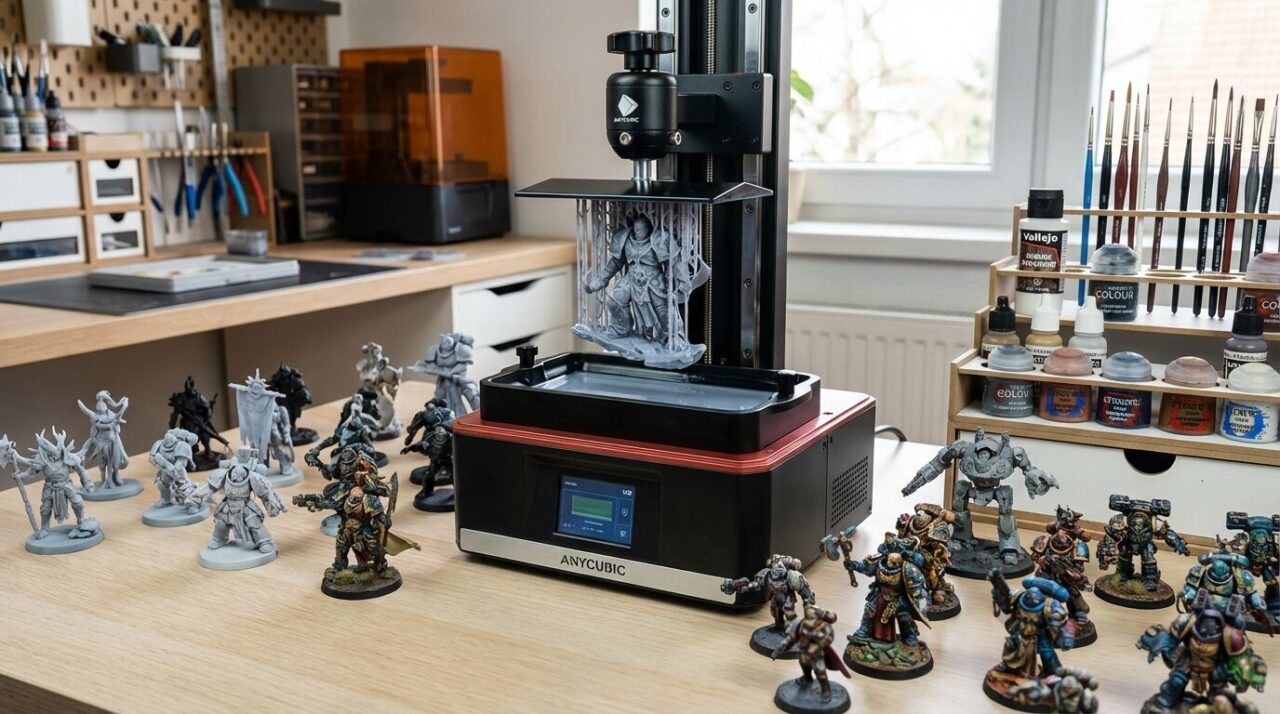
Recommandations d’imprimantes phares par technologie
Pour la résine en MSLA, des gammes comme Elegoo Mars/Saturn ou Anycubic Photon Mono sont devenues des références grand public, car elles offrent un bon compromis qualité/prix. Pour un rendu encore plus constant, certains ateliers montent en gamme vers des machines plus orientées production, avec une meilleure gestion thermique et une optique stable.
Côté DLP, les modèles dédiés aux détails fins attirent les créateurs de figurines qui veulent un bord de pixel mieux contrôlé. En FDM, une Prusa MK4 ou une Bambu Lab (avec profils stables) sert bien pour des décors, surtout si l’on contrôle la vitesse pour réduire les vibrations.
Le point commun de ces recommandations : elles ont une communauté active, donc des profils, des retours et des correctifs. Et dans ce domaine, le collectif accélère l’apprentissage.
Matériaux et résines spécifiques pour l’impression 3D de figurines
La qualité des figurines dépend autant des fichiers que des matériaux. En résine, le choix influence la netteté, la résistance, l’odeur, et la facilité de ponçage. Et comme la peinture révèle chaque défaut, une résine mal adaptée peut transformer une belle sculpture en pièce frustrante.
Caractéristiques des résines standard, haute précision et colorées
Une résine standard est idéale pour débuter : elle s’imprime facilement et coûte moins cher. Toutefois, sur des figurines très détaillées, une résine haute précision mettra mieux en valeur les textures fines, car le retrait et la diffusion de lumière sont mieux contrôlés. Pour des éléments exposés aux chocs, une résine tough ou ABS-like apporte une meilleure tolérance.
Les résine colorées et transparentes servent aussi des projets spécifiques. Par exemple, « Atelier Lumen » imprime des gemmes et effets magiques en résine translucide, puis ajoute un lavis coloré pour obtenir une profondeur visuelle. Cependant, ces résine demandent souvent des réglages d’exposition plus stricts, sinon les détails se ferment.
Le bon réflexe consiste à choisir la résine selon l’usage final, pas selon la seule disponibilité. Une pièce jouée et manipulée n’a pas les mêmes besoins qu’un buste de vitrine.
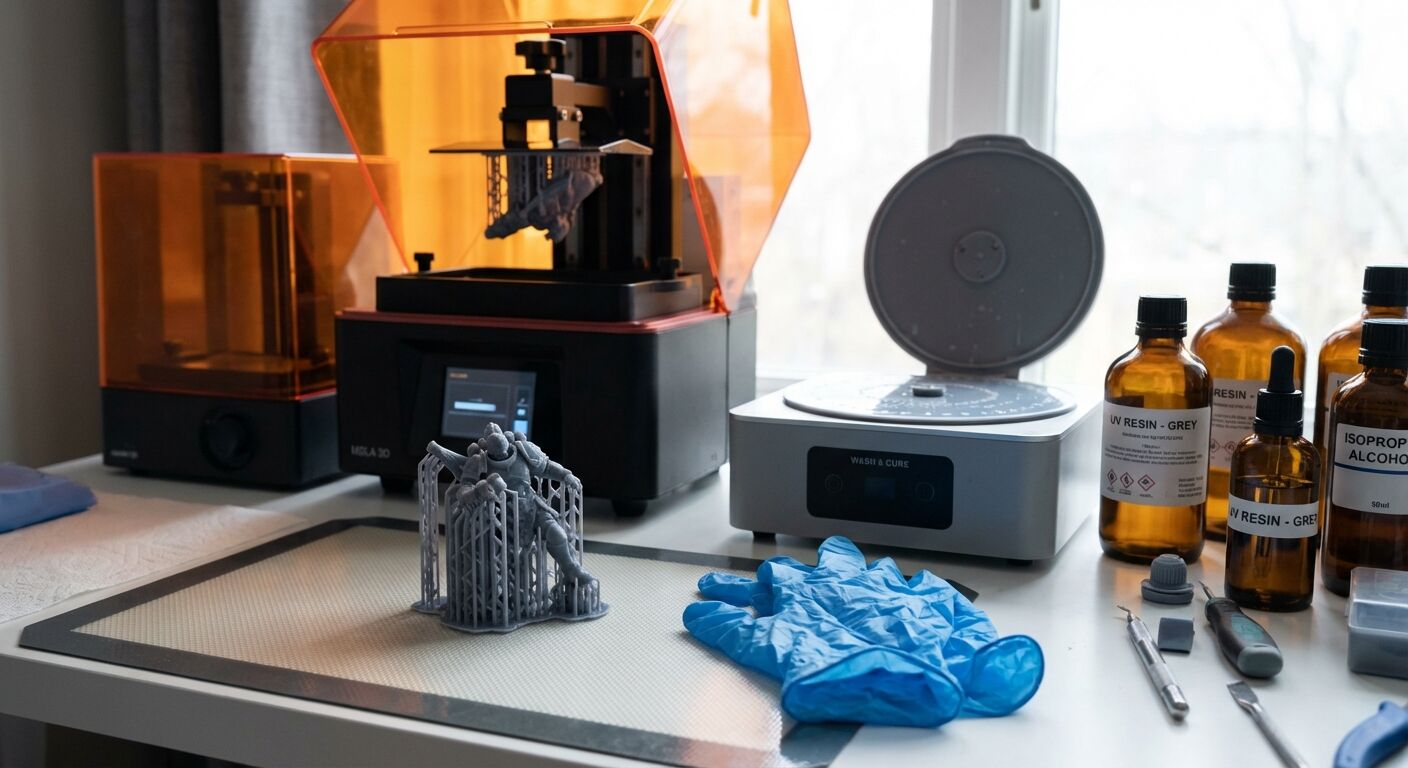
Bonnes pratiques pour le stockage et la manipulation sécurisée des résines
La résine se stocke à l’abri de la lumière et de la chaleur. Une bouteille bien fermée et une zone tempérée évitent les variations de viscosité. Ensuite, on secoue, mais on laisse reposer pour limiter les bulles, car elles peuvent marquer les surfaces fines des figurines.
Pour la manipulation, gants nitrile, lunettes et ventilation sont des standards. De plus, les déchets (essuie-tout, filtres, restes de résine) doivent être durcis avant élimination, ce qui sécurise l’atelier. Enfin, investir dans des matériaux de qualité réduit les échecs, donc limite aussi la consommation inutile.
Une hygiène stable rend l’activité durable. Et une routine claire évite que la technique devienne une corvée.
Modélisation 3D et préparation des fichiers pour une impression réussie
Un fichier bien préparé est la moitié du succès. Les figurines échouent rarement « par hasard » : elles échouent parce qu’un maillage est non-manifold, qu’une épaisseur est trop faible, ou que l’orientation crée une succion excessive. La modélisation, puis la préparation, forment donc une chaîne indissociable.
Sources et méthodes pour obtenir des modèles numériques adaptés
Pour démarrer, on peut télécharger des modèles gratuits sur Thingiverse, puis apprendre à identifier ceux qui sont réellement imprimables. À un niveau plus « collection », MyMiniFactory propose des fichiers souvent testés, avec versions pré-supportées, ce qui rassure. Ensuite, pour créer soi-même, ZBrush reste le standard de sculpture, tandis que Blender offre un excellent terrain pour l’assemblage, la mise en scène et les ajustements techniques.
Dans « Atelier Lumen », un flux courant consiste à recevoir un brief client, sculpter les traits dans ZBrush, puis vérifier l’échelle et le découpage dans Blender. Cette double approche limite les surprises, notamment quand une cape doit devenir une pièce séparée pour réduire les marques de supports.
Le bon modèle n’est pas seulement beau : il est imprimable et réparable. Et cette nuance change tout sur des séries de figurines.
Vérification, réparation des maillages et optimisation dans les slicers
Avant de trancher, on vérifie les normales, les trous, les intersections et l’épaisseur minimale. Des outils comme Meshmixer ou les fonctions de réparation intégrées aux slicers évitent des échecs bêtes. Ensuite, on optimise les surfaces : une base trop fine se déforme, et des détails trop proches se collent, surtout en résine si l’exposition est trop généreuse.
La résolution du fichier compte aussi : un STL trop dense ralentit, tandis qu’un fichier trop simplifié « arrondit » les arêtes. L’astuce consiste à garder une densité cohérente avec la taille de la figurine. Pour un 32 mm, inutile d’exporter comme pour un buste 1/6.
Cette phase ressemble à un contrôle qualité numérique. Et plus elle est stable, plus l’atelier imprime sereinement.
Préparation des supports et orientations pour une impression optimale
Les supports ne servent pas qu’à tenir la pièce : ils gèrent aussi les forces de décollement et la succion. Ainsi, orienter une figurine pour éviter les grandes surfaces parallèles au plateau réduit les risques de « peel » violent. En pratique, une inclinaison modérée et des points d’ancrage sur des zones cachées donnent un meilleur résultat.
Il faut aussi doser : trop de supports abîment la surface, tandis que trop peu cassent en cours d’impression. À l’« Atelier Lumen », on place des supports plus denses sous les masses lourdes, puis plus fins sur les détails. Et on teste un petit échantillon avant de lancer dix plateaux, surtout si la résine a changé.
Une orientation bien pensée réduit le post-traitement et améliore la régularité. C’est un levier discret, mais décisif.
Réglages d’impression, post-traitement et finitions pour des figurines professionnelles
Une belle figurine ne sort pas « parfaite » de la machine. Elle sort cohérente, puis elle devient professionnelle grâce aux réglages et au post-traitement. Dans « Atelier Lumen », cette étape est traitée comme une seconde fabrication, car elle conditionne la peinture, l’assemblage, et la durabilité.
Paramètres clés : hauteur de couche, temps d’exposition et vitesses de déplacement
La hauteur de couche dicte le compromis entre finesse et temps. Pour des figurines de jeu, une hauteur standard donne déjà un bon rendu. Pour un visage réaliste, descendre améliore les transitions, mais allonge la durée. Ensuite, le temps d’exposition varie selon la résine, la température, et l’écran, donc on valide avec des tests plutôt que des suppositions.
La vitesse de levage et de descente compte également. Si la vitesse est trop élevée, les forces augmentent et les supports peuvent céder. À l’inverse, une vitesse trop basse rallonge la production sans gain visible. Un réglage stable, adapté à la résine du moment, donne une répétabilité précieuse.
Enfin, les pauses et temps de repos aident la résine à se redistribuer. Ce détail évite des couches inégales sur des grandes pièces.
Dépannage des défauts courants : décollement, supports cassés et détails ratés
Le décollement vient souvent d’une base insuffisante, d’un plateau mal nivelé, ou d’une exposition trop faible sur les premières couches. On résout en renforçant la base, en recalibrant, et en ajustant l’exposition initiale. Ensuite, des supports cassés indiquent souvent une vitesse trop agressive ou des points d’ancrage trop fins, surtout sur des pièces lourdes.
Les détails ratés, eux, peuvent venir d’une surexposition qui « bouche » les creux. Dans ce cas, on baisse l’exposition, on contrôle la température, et on revoit l’orientation pour mieux drainer la résine. En atelier, on garde un carnet de profils par résine, car ce suivi évite de recommencer les mêmes erreurs.
Dépanner, c’est transformer un incident en procédure. Et cette discipline fait passer d’amateur à producteur.
Nettoyage, durcissement UV, ponçage et préparation à la peinture
Le post-traitement démarre par le nettoyage, souvent à l’alcool isopropylique ou à une solution dédiée. On agite sans brutaliser, puis on égoutte pour éviter les traces. Ensuite, on retire les supports au bon moment : trop tôt et la pièce est molle, trop tard et les points d’arrachement marquent plus. Cette fenêtre dépend de la résine utilisée.
Le durcissement UV doit être homogène. On tourne les figurines, et on évite les excès qui fragilisent les détails fins. Puis vient le ponçage léger, surtout aux points de supports, avant la sous-couche. À l’« Atelier Lumen », une sous-couche gris neutre sert souvent de révélateur : elle montre les micro-rayures et guide les retouches.
Un post-traitement propre prépare une peinture fluide. Et une surface saine réduit le temps passé à corriger sous le pinceau.
Techniques de peinture et vernis pour un rendu durable et esthétique
Après le post-traitement, la peinture devient l’étape la plus gratifiante. À l’aérographe, on pose des dégradés rapides sur des capes ou des armures. Au pinceau, on travaille les contrastes et les visages. Et avec le brossage à sec, on fait ressortir les textures, ce qui marche très bien sur des figurines fantasy.
Les matériaux de peinture comptent autant que la technique : une bonne sous-couche, des acryliques fines, et des lavis maîtrisés donnent un résultat propre. Enfin, le vernis protège, mais il choisit aussi l’esthétique : mat pour le tissu, satiné pour la peau, brillant pour les gemmes. Sur des pièces translucides en résine, un vernis adapté garde l’effet « profondeur ».
Pour une durabilité réelle, on vernit après séchage complet, puis on laisse reposer. Une finition réussie transforme une impression en objet de collection.
Innovations, techniques avancées et vie de la communauté
Les techniques avancées se multiplient : insertions d’aimants pour des figurines modulaires, articulations imprimées, et mélanges de résine pour gagner en souplesse. En FDM, le multi-couleur progresse, même si le rendu reste plus adapté aux décors qu’aux visages réalistes. Et côté résine, des formulations spéciales produisent des effets visuels, comme le « smoke » translucide ou les teintes nacrées.
Ces innovations ont un coût : plus de réglages, plus de tests, et souvent plus de post-traitement. Par exemple, une résine flexible peut mieux résister aux chocs, mais elle se ponce moins bien. De même, une résine très pigmentée impose une exposition différente, sinon les détails des figurines se lissent.
Enfin, la communauté reste un accélérateur. Les serveurs Discord, concours de peinture, et événements makers fournissent profils, retours et idées de dioramas. Certains créateurs monétisent via abonnements, vente de fichiers, ou services d’impression. Ce tissu collectif fait évoluer les pratiques, et il prépare déjà la prochaine étape : IA d’aide à la pose, matériaux plus sûrs, et impression couleur directe plus mature.
Étape | Objectif | Point de vigilance |
|---|---|---|
supports & orientation | Limiter marques et échecs | Succion et zones visibles |
Réglages & vitesse | Répétabilité | Équilibre exposition / résine |
post-traitement | Surface prête à peindre | Retrait des supports sans arrachement |
Check rapide atelier : gants, ventilation, zone propre, et résine filtrée avant chaque session.
Contrôle qualité : inspection après post-traitement, puis sous-couche test pour révéler les défauts.
Optimisation : ajuster vitesse et densité de supports avant de lancer une série de figurines.
Quelle taille de figurines est la plus simple pour débuter ?
Les figurines de 32 à 40 mm sont un bon compromis : elles montrent les détails, tout en restant tolérantes sur les supports et le post-traitement. En dessous, les éléments fins deviennent plus fragiles, surtout selon la résine choisie.
Dois-je forcément acheter une station wash & cure ?
Ce n’est pas obligatoire, mais c’est un gros gain de régularité. Avec une résine, un lavage constant et un durcissement UV homogène réduisent les traces et les zones collantes, donc améliorent la peinture et la durabilité des figurines.
Comment réduire les marques de supports sur une figurine ?
Oriente la pièce pour placer les supports sur des zones cachées, densifie les supports seulement sous les masses lourdes, puis retire-les au bon moment après le nettoyage. Un ponçage léger après post-traitement et avant sous-couche finit de neutraliser les marques.
Peut-on vendre des figurines imprimées à partir de fichiers trouvés en ligne ?
Cela dépend de la licence du fichier. Certains modèles autorisent un usage commercial, d’autres non. Vérifie toujours les conditions sur la page de téléchargement, notamment sur Thingiverse ou MyMiniFactory, avant de proposer des figurines à la vente.
Pourquoi mes détails sont mous alors que la résolution annoncée est élevée ?
Souvent, l’exposition est trop forte, la résine est trop froide, ou les supports forcent une orientation défavorable. Réduis l’exposition par petites étapes, stabilise la température, et revois l’orientation pour améliorer le drainage de la résine : tu retrouveras des textures nettes.